リーマ加工では、「径が大きくなる」「工具が折損する」といったトラブルが起こることがあります。こうした問題が頻繁にあると生産効率の低下やコスト増加につながってしまうため、早急に対策が必要です。
今回は、リーマ加工で起きやすいトラブルと、その原因、対策について解説していきます。リーマ加工への理解を深め、安定した加工を実現させましょう。
リーマ加工とは

リーマ加工は、ドリルであけた下穴をリーマという工具を用いて精密に仕上げる工程です。このリーマ自体には穴をあける機能がないため、事前に穴を開けておく必要があります。
特徴
ドリルのみで加工した穴は、わずかな振れや刃先の摩耗により寸法誤差、表面粗さの低下が生じがちです。リーマを用いて穴加工の仕上げを行うことで、高い精度と真円度が得られます。
通常のリーマ加工では内径を切削して整えますが、バニシングリーマを用いた加工の場合は、内径を切削したあとガイドで微細な表面の凹凸や歪みを押し潰すようにしてならすのが特徴です。
ただし、いずれも下穴の寸法精度が悪かったり、芯ずれが大きかったりすると仕上げ効果が十分に得られないため、前工程の正確さが重要になります。
手順
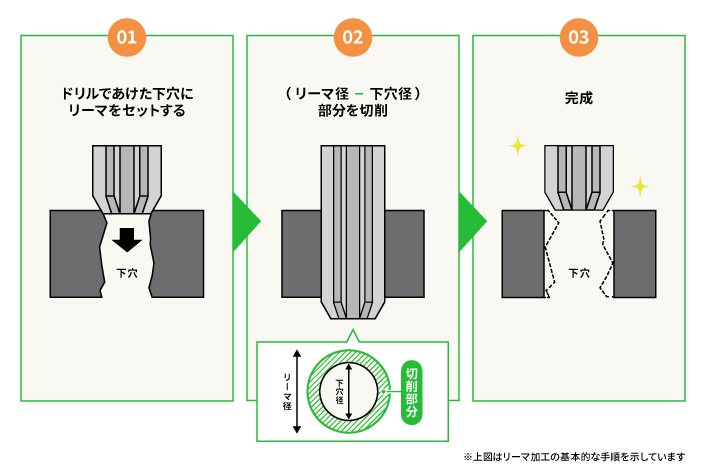
リーマ加工の手順は、以下のとおりです。
- ドリルで穴を開ける
- 仕上がりの穴径に合わせてリーマを選定する
- 下穴にリーマを合わせて加工する
リーマ加工では穴の内側をさらに削るため、ドリルで穴を開ける際に、所定の寸法よりやや小さい径にする必要があります。加工後は工具や穴の損傷を防ぐため、正転でリーマを抜くのが一般的です。
こうした一連の手順ごとのポイントを押さえることにより、寸法精度や面粗さを向上させることが可能です。
寸法精度
リーマ加工で得られる寸法精度は非常に高く、1,000分の1mmの単位で穴径を実現することが可能とされています。航空宇宙や自動車、精密機器の部品製造など、幅広い領域で活躍する加工です。
ただし、機械への取り付け方が適切でなかったり、食いつき部が摩耗していたりすると、径寸法や仕上がり精度が落ちるため注意が必要です。高度な寸法精度を維持するためには、定期的なメンテナンスや適切なタイミングでのリーマの再研磨・交換が求められます。
形状
リーマ加工で得られる穴の形状は、真円度、円筒度、直線性に優れているのが特徴です。ドリル加工だけではズレや穴の歪みが残ることがあり、そのままにしておくとシャフトを通した際などにブレが生じかねません。
リーマはこうした歪みを整え、内径を均一に仕上げます。切削する穴の形状に応じて、ストレート、テーパー、専用のリーマを使い分けるのが一般的です。
リーマ加工で起きがちなトラブル

リーマ加工では、次のようなトラブルが起こりがちです。
それぞれの原因を見ていきましょう。
工具の折損
工具が折損する原因としては、まず下穴の寸法が適正値より小さいことが挙げられます。
一般的にリーマは仕上げ工程に用いられるため、大きな切削量を前提にしていません。穴が小さいと切削する量が増え、リーマに過大な負荷がかかって折損につながります。
被削材の硬度が部分的に高い場合や、加工中に切りくずが噛み込むなどした場合にも、リーマが折れることがあります。送りが速すぎる、抜き取り時に逆回転させるといったことも刃先への過大応力を招くため、注意が必要です。
面粗さの不良
リーマ加工は、仕上げ面の向上を目的に行われますが、状態や条件が不適切だと逆に面粗さの不良が発生してしまいます。
原因として考えられるのは、リーマの刃先の摩耗やチッピングです。刃先が摩耗すると切削がスムーズに行われず、加工面に細かな傷や波打ちが残ります。
切削油の供給不足や油種の不適合により潤滑が不十分になると、金属同士が擦れるため、仕上げ面が荒れがちです。工具の振れや芯ずれも原因になりやすく、真円度が損なわれると、表面仕上げの品質も低下します。
バリが発生する
リーマ加工後にバリが発生する場合、切削終了時にリーマの刃先が材料を引き延ばすように作用していることが多いです。とくに延性の高い被削材では、切りくずがちぎれずに残りやすく、出口部にバリが生じやすくなります。
また、次のような条件下でもバリが発生しがちです。
- 切削油が不足している
- 送り速度が不適切
- 切削抵抗が増して材料が塑性変形を起こす など
下穴加工時にできたバリがそのままリーマで押し広げられて、大きなバリに成長するケースもあります。
リーマ径が大きくなる
仕上げ後の穴径が設計値より大きくなる現象も、リーマ加工で起きやすいトラブルです。原因としては、以下のようなものが挙げられます。
- 摩耗によって切削抵抗が増え、工具がわずかに振動して削り過ぎてしまう
- 加工熱でリーマが膨張し、外径が微妙に変化する
- 取り代が小さすぎて、切削量が増えてしまう
- 突き出し量が多く、たわみが発生してリーマが大きく回転してしまう
- 切りくずが絡みついて穴の内壁を削り取ってしまう
このような要因が重なることで、公差外れが発生します。
【リーマ加工】トラブル対策

リーマ加工で起こりがちなトラブルを防ぐためには、設定や加工条件の見直し、下穴の改善などが有効です。それぞれ詳しく解説します。
切削条件の見直し
回転数や送り速度は、工具寿命やリーマ加工の仕上げ精度に大きく影響するため、適切な設定が重要です。
送り速度が速すぎると工具への負荷が増大し、折損や穴径の拡大につながります。一方、遅すぎると十分に切削することができず、内径が小さくなったり、摩耗が進んだりする原因になります。
切削条件は、加工実績や推奨データを参考にし、被削材の材質、硬度、下穴寸法に応じて調整しましょう。トラブルを未然に防ぎ、安定した品質が確保できます。
切りくず対策の強化
切削量が少ないリーマ加工ですが、切りくずが穴内に残留するとトラブルの原因になります。切りくずが噛み込むと工具の折損や仕上げ面の傷を引き起こすため、次のように切粉の排出性を高める工夫が必要です。
- 切削油で流し出す
- エアブローを活用する
- 切粉排出に優れた工具を選定する など
下穴加工時に生じた切粉やバリを確実に除去してから、リーマを使用することも大切です。切りくずの管理を強化することで、仕上がり精度の安定性が大きく向上します。
振れの抑制
加工中に工具やワークが振れると寸法精度や面粗さに悪影響が出るため、振れを最小限に抑える対策が必要です。チャックやホルダの剛性を高め、芯振れの少ない保持具を使用しましょう。
摩耗したリーマを使用すると、刃先が均一に切削できず、振動を助長するので注意が必要です。過度な送り速度や切削抵抗の増大も振れを誘発するため、適正条件を守ることが求められます。
温度変化の抑制
切削中の発熱によって工具や被削材が膨張すると、仕上がり寸法に影響を及ぼしかねません。温度変化はクラックやチッピングの原因にもなるため、冷却効果の高い切削油を十分に供給し、熱を押さえる必要があります。
特に深穴加工では、熱と切りくずが集まりやすいので、適切な油圧や流量で効率よく逃がすことが大切です。
下穴の改善
最も重要な対策として挙げられるのが、下穴の改善です。
下穴に不適切な径や芯ずれがあるとリーマ本来の仕上げ効果が発揮できず、面粗さ不良、工具折損、穴径の精度低下などにつながります。まずドリルの摩耗状態をチェックし、適正径を維持することが求められます。
リーマが無理なく切削できるよう、下穴径をリーマ径より0.2〜0.5mm程度小さく設定するのも有効です。下穴加工後のバリや切粉もトラブルの原因になるため、リーマ加工の前にしっかり除去しておきましょう。
リーマ径が大きくなるときは切削条件をチェック
リーマ加工において、仕上がり穴径が設計値より大きくなってしまうのは、よくあるトラブルの1つです。主に工具の振れや加工熱による膨張、下穴径の不良などが原因となって引き起こされます。
リーマ径が大きくなってしまう時は、まず工具の摩耗、突き出し量、下穴径といった条件が適切かどうかをチェックしてみてください。必要に応じて設定を見直したり下穴を改善したりするなどして、リーマ加工の精度を高めましょう。
おすすめの特殊切削工具メーカー
-
高品質 なら!
-
技術力 なら!
-
短納期 なら!
-
提案力 なら!




この記事の執筆者
特殊切削工具メーカー比較サイト編集部
おすすめの特殊切削工具メーカーを厳選してまとめた比較サイトです。特殊切削工具に関する基礎知識からメーカーを選ぶ際のポイントなども紹介しています。一般切削工具では対応が難しい形状の加工や生産効率アップの実現のため、特殊切削工具の導入を必要とする製造現場の担当者様に役立つ情報をまとめましたので、ぜひチェックしてください。